
PA6 K-FKG3 15%玻纖 增強 PA6塑膠原料

德國巴斯夫PA6 B3G8 40%玻纖 低粘度 注塑級 PA6塑膠原料

PA6塑膠原料 荷蘭帝斯曼PA6 1010N2 無鹵阻燃 尼龍料

荷蘭帝斯曼 PA6 1010 低粘度 PA6原料

PA6 K-FHGM24 荷蘭帝斯曼 高流動性 20%礦物 PA6塑膠原料

PA6塑膠原料 荷蘭帝斯曼PA6 K-FKG6 增強

PA6 K225-KWS 注射成型 荷蘭帝斯曼 PA6塑膠原料
PA6塑膠原料荷蘭帝斯曼PA6 F127 薄膜級 食品接觸級 尼龍原料
PA66 8018HS增強尼龍塑料 尼龍原料
美國杜邦PA66 70G35HSL 35%玻纖 增強 尼龍66 pa66塑膠原料
1、料筒溫度
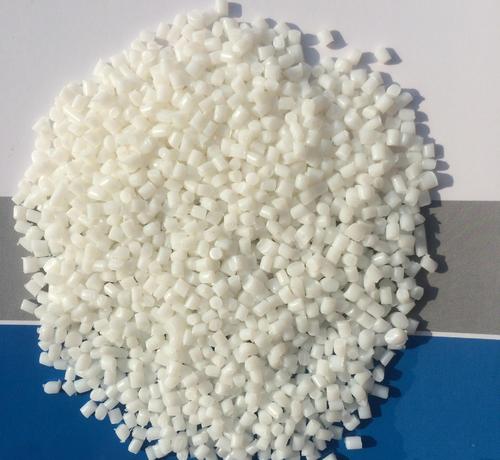
加工增強粒料時采用的溫度范圍要在280°C以上。 這是因為,當溫度較高如時,熔體的粘度將大大降低,使得作用在纖維上的剪切力大大減小,玻纖的斷裂主要發生在擠出機的熔融段,在加纖口加入玻纖,因玻纖是加到已經熔融的聚合物中,熔體與玻纖混合后把玻纖包起來,起到潤滑保護作用。這就減少了纖維的過度折斷和螺桿、機筒的磨損,并且有利于玻纖在熔體中的分散和分布。


關于PA尼龍工藝因素是怎樣的?的信息,如果你有相關材料的需求或者技術問題,請撥打免費電話:4008-118-928 與我們溝通交流,技術手機同微信:18621317168 誠摯歡迎您的來電!

眾君意尼龍改性 sitemap.xml地圖 rss.xml地圖 baidumap.xml地圖
備案號:津ICP備18001702號 天津谷騏科技有限公司 技術支持